
面料课堂 | 涤纶、尼龙、腈纶等合成纤维及混纺
热定形机适用于各种针织物的加工,主要作用是拉幅烘干,通过热定形机针铗链的纵向超喂和横向拉幅,可以调整织物的形态,降低织物纵向缩水率。根据加工面料品种不同,除了实施的工艺流程和条件不同外,热定形机的配置也应有所不同,这包括热定形机本身的配置以及与之相关的单元设备配置。
合理的配置,可使热定形机的烘干和热定形工艺简便化、合理化和节能化,避兔工艺实施不当而造成的不良现象,提高产品质量。
 预热定型有效缓解布面褶皱
预热定型有效缓解布面褶皱
涤纶、尼龙、腈纶等合成纤维及其混纺交织针织物以及含氨纶弹性针织物的热定形工序安排有预热定形和后热定形两种形式。
预热定形是指对坯布进行的预热定形和对己经过松弛、练漂但未染色、印花的半制品进行的热定形。后热定形是以保证染整厂终端产品实现良好尺寸稳定性和克服前续加工过程中出现的不良现象为目的的整理。
热定形会改变涤纶、尼龙等合成纤维的晶态结构,涤纶纤维热定形前和热定形后的晶态结构变化。纤维微结构的变化,必然会改变纤维的染色性能。正常的预热定形,大多会使纤维的得色量降低。
如果热定形工艺控制不当,则会出现以下染色病:若热定形机加热区存在左中右温度差,则会出现左中右色差,热定形工艺设定的温度越高,其左中右温差可能会越大:若热定形机加热区上、下风口存在喷风量差异,则会出现染色中的“阴阳面”现象:若织物含湿率较大或织物含液率不匀即进入高温定形区,则易出现染色差、色花和“阴阳面”现象:若织物在热定形中所受外力不勾,如过大的横向拉幅和过大的纵向超吸等,则会造成染色纵向和横向的条花。
如果不经过预热定形,织物在练漂、染色过程中不易产生尺寸变化过大和布面褶皱等现象,或即便产生但经过后整理完全能得到克服,则不必进行预热定形。是否要进行预热定形和采用什么条件的预热定形,需要通过试验来确定。
染整厂使用的热定形机及其相关配置单元设备包括对中装置、超喂上针、针铗链伸幅、加热区、冷风降温、冷水辊降温以及进布和落布,这是热定形机的基本构造部分,浸轧机是与之配置的单元机。
热定形机基本构造配置的最大不同点,是针铗链在加热区内的伸幅宽度是“固定式”或“可变式”。固定式是指织物以固定幅宽经过所有的加热区,可变式是指织物经过的每个加热区的幅宽都是可调的。需要预热定形后幅宽变窄的品种如经编织物,要求采用可变式热定形机,有些经过松弛和练漂后幅宽收缩较大的经编或纬编织物,最好也采用可变式热定形机。
预热定形机的相关配置单元包括浸轧机、预烘机。浸轧机一般为双辊浸轧机,大多用于经过松驰处理、练漂织物后的染前热预定形的轧水;有时也用于因布匹存放方法不当等原因造成布面褶皱较多的纤维素纤维/氨纶织物坯布预定形的轧水。对不含湿坯布或己烘干的染前半制品进行预热定形时,穿布路线越过浸轧车即可,可以减小织物的拉伸张力和节省能源以及减轻对设备的磨损。
预烘机轧水后应先经过较低温度的预烘方能进行高温热定形。
预烘的方式有两种,一是对热定形机本身的加热区由低到高调整温度,另一种是在热定形机的上针装置之前加装专门的烘干机,例如在浸轧机、超喂上针、针锲伸幅的位置上方加装双层振荡烘干机。
 多种形式简化后热定型工序
多种形式简化后热定型工序
涤纶、尼龙、腈纶等合成纤维及其混纺交织物,不管是否经历了预热定形,只要是再次经历了高温热处理过程,织物形态就会因纤维的热收缩和热塑性拉伸而变形,就会因不规则外力的拉伸和挤压而产生褶皱折痕。
克服这些织物变形的措施还是要通过后整理热定形,简称为后热定形。当然,良好效果的预热定形,可以使织物的后热定形变得容易,但需要强调的是,后热定形的作用不单单是克服织物在前续过程中己形成的不良形态,更重要的是使织物满足后续一些加工工序对尺寸稳定性的要求,如染色后再次印花中的高温蒸化或焙烘、涂层整理、复合材料加工、村布粘合、衣物熨烫等工序。
涤轮、尼龙、纶及其混纺交织物(不含氨轮)后整理热定形的工艺条件见下表1。(表中“时间”指干布热定形工艺时间)。
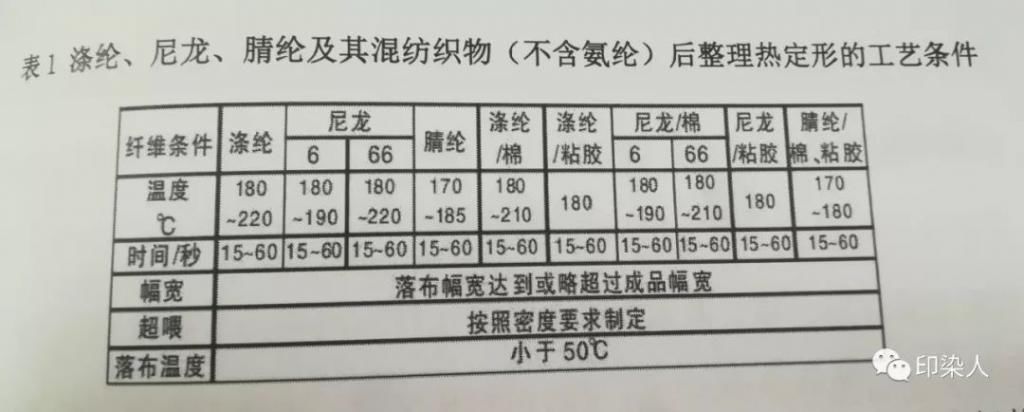 要强调的是,当织物含液量高时,不能直接进入高温区进行热定形,要先经过低温度的烘燥,可通过调整热定形机内各个温区的温度(由低到高)或通过预烘机烘燥来实现。
要强调的是,当织物含液量高时,不能直接进入高温区进行热定形,要先经过低温度的烘燥,可通过调整热定形机内各个温区的温度(由低到高)或通过预烘机烘燥来实现。
上一篇:2020年7月全国合成纤维产量为3018.1万吨 同比下降
下一篇:没有了




